Технология изготовления контактных линз

Содержание:
Описание
↑ Методы контроля геометрических и оптических параметров контактных линз
Для контроля контактных линз в специализированных лабораториях применяется комплект контрольно-измерительных приборов, в который входят:
• проектор контроля геометрических параметров жестких и мягких контактных линз ПКЛ или УКМЛ-1 (рис.78);
• автоколлимационный прибор для бесконтактного измерения радиусов кривизны сферических поверхностей линз ИЗР-60 (рис. 79);
• проекционный диоптриметр ДП-02 для контроля задней вершинной рефракции линз и качества оптики (рис. 80);
• контактный толщиномер для измерения толщины заготовок и линз;
• микроскопы (МБС-9, МБС-10) и измерительные лупы различного увеличения.
Комплект этих приборов является необходимым и достаточным для контроля всех геометрических и оптических характеристик жестких и мягких контактных линз, как в процессе изготовления, так и при окончательном контроле готовой продукции.
Следует иметь в виду, что во время измерений могут иметь место изменения геометрических и оптических параметров контролируемых линз. Как известно, большинство пластических масс имеет сравнительно высокий коэффициент теплового расширения. В связи с этим, в результате изменения температуры, размеры этих изделий могут изменяться. Некоторое значение при оценке точности размеров изготовленного изделия имеет и степень влажности окружающей среды. Для того, чтобы устранить влияние этих побочных факторов все операции, связанные с контролем готовых изделий, следует производить при строго определенных условиях, т. е. при температуре (среды и изделия) +22°С и величине относительной влажности 50-60%, а для гидрофильных материалов в сухом состоянии - до 45%.
↑ Измерение параметров жестких контактных линз
При окончательном контроле проверяют все геометрические и оптические параметры линзы.
К контролируемым геометрическим параметрам жесткой роговичной контактной линзы относятся:
• диаметры: общий и оптической зоны;
• толщина линзы по оптической оси и на краю;
• радиус оптической зоны вогнутой поверхности;
• радиус закругления края;
• профиль зоны уплощения (скольжения) вогнутой поверхности линзы.
К контролируемым оптическим параметрам относятся:
• задняя вершинная рефракция линзы;
• качество оптики линзы.
При окончательном контроле оценивают также и чистоту поверхностей линзы.
Приводим рекомендуемую последовательность операций при окончательном контроле, приборы, необходимые для их проведения, а также требования к точности измерений отдельных параметров линзы.
↑ Контроль геометрических параметров линз на проекторе ПКЛ
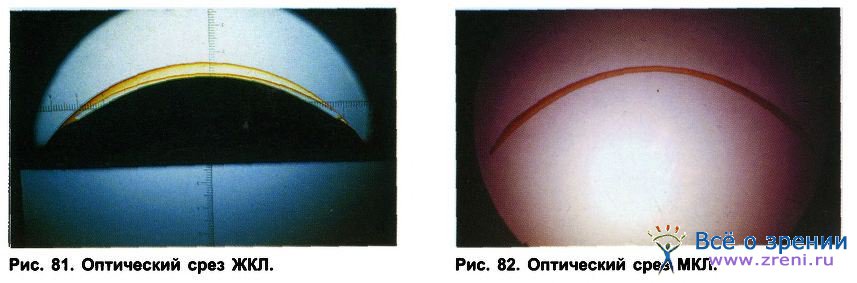
Наиболее распространенный в лабораториях отечественный проектор ПКЛ позволяет измерять все геометрические параметры жестких и мягких контактных линз (рис. 81, 82):
• радиусы кривизны жестких линз в пределах 4,5-12,9 мм с точностью 0,05 мм;
• профиль поверхностей жестких контактных линз в координатах «Х-Y» с точностью по координате «Y» 0,003 мм;
• радиус закругления края жестких и мягких линз в пределах 0,05-0,35 мм по дуговым шкалам с шагом 0,05 мм;
• угол между касательными к краевым сферическим поверхностям передней и задней поверхности линз с точностью до 2,5°;
• габаритные размеры линз, диаметры (общий и оптической зоны) - до 14 мм с точностью до 0,05 мм;
• радиусы поверхностей мягких контактных линз в пределах 7,0-11,5 мм с точностью 0,1 мм;
• отступление поверхности линзы от сферы на диаметрах 7,0; 8,2; 9,4; 10,6 мм.
В настоящее время проектор ПКЛ используется в основном для контроля геометрических параметров жестких контактных линз.
Геометрические параметры контактных линз измеряются как в специальных кюветах с иммерсионными жидкостями, так и без них. При окончательном контроле линз его нужно начинать с тех параметров, которые можно измерить без иммерсионной жидкости или физиологического раствора.
[banner_centerrs] {banner_centerrs} [/banner_centerrs]
Измерения габаритных размеров жестких контактных линз ведутся на толстой стеклянной пластине без иммерсионной жидкости. Измерения профиля сечения жестких линз проводятся в кюветах со специально подобранными для каждого типа линз иммерсионной жидкостью, кремнийорганическим полимером ПФМС-2/5Л (полифенилметилсилоксан) с показателем преломления 1,49.
↑ Измерение общего диаметра и диаметра оптической зоны линзы
Жесткую контактную линзу помещают на толстую стеклянную пластину, которую затем устанавливают на столик прибора. Переключатель рода работ проектора устанавливают в положение «План», на экране устанавливают прямоугольную шкалу. Используя шкалу, как линейку, измеряют общий диаметр и диаметр оптической зоны. Для улучшения контраста линии перехода между оптической зоной и зоной скольжения манипулируют рычажком переключения конденсора осветителя.
Измерение диаметра оптической зоны обычным способом не удается в случаях:
• малого отличия поверхности зоны скольжения от сферы;
• совпадения по величине (в пределах 0,2-0,3 мм) диаметров оптических зон выпуклой и вогнутой поверхностей линзы.
Для устранения этого недостатка линзу помещают в специальную кювету (параллелепипед с двумя сферами: вогнутой и выпуклой) с жидкостью ПФМС2/5М. Измерение проводят в положении переключателя рода работ «План» при увеличении 20х.
↑ Измерение радиусов поверхностей жестких линз
В кювету ПКЛ (со сферическим углублением) нужного радиуса, т. е. радиуса близкого к радиусу наружной поверхности линзы, закапывают 1-2 капли жидкости ПФМС, затем устанавливают жесткую линзу. Наблюдая сверху, добиваются концентричности линии края линзы с краем кюветы; помещают кювету на столик проектора. На экране устанавливают дуговые шкалы с вертикальными линиями. Переключатель рода работ устанавливают в положение «Профиль». Ориентируясь по вертикальным линиям, центрируют изображение профиля линзы относительно центра экрана. Совместив изображение профиля задней поверхности с любой из дуг по вершине, сравнивают величины отступления профиля от дуги на диаметре, образуемом одной из пар вертикальных линий, имеющихся на шкале. Если величины отступления от сферы дуги справа и слева будут неодинаковы, перемещением столика с кюветой в сторону, где отступление больше, центрируют профиль.
После центровки смещают столик вверх или вниз, сравнивая радиус профиля с радиусом дуг, находят дугу, соответствующую измеряемому профилю. Сказанное относится как к радиусам оптической зоны, так и зоны скольжения. Измерения удобнее вести при увеличении 50х, но при этом увеличении видны не все дуги шкал, поэтому при необходимости увеличение переключают на 20х.
Как правило, измерение радиуса кривизны оптической зоны внутренней поверхности производится на измерителе радиусов типа ИЗР-60.
↑ Измерение параметров края жестких линз
Жесткую контактную линзу устанавливают в кювету прибора ПКЛ. На экране устанавливают шкалу для оценки края (7 концентричных окружностей с радиальными лучами), увеличение 50х. Под центр шкалы подводят изображение края линзы. Методом сравнения радиуса закругления края линзы и радиуса дуги окружности шкалы определяют радиус закругления края и его толщину.
Для оценки правильности изготовления лентикуляра линз больших отрицательных рефракций, измеряют угол между касательными к наружной и внутренней поверхностям линзы, сопряженных с ее краем. Для этого совмещают одну из линий профиля с одной из линий радиальной шкалы и с точностью до интервала между радиальными линиями (2,5°) определяют угол между кривыми профиля. Этот угол не должен превышать 15°. В случае если этот угол будет больше 15° - линза требует доработки по наружной поверхности (увеличения радиуса лентикуляра).
↑ Измерение профиля жестких линз
Жесткая контактная линза устанавливается в кювету ПКЛ. На экране устанавливают прямоугольную шкалу и увеличение 20х. Добиваются такого положения линзы в кювете, чтобы ее края совпали с горизонтальной линией шкалы. При необходимости положение линзы поправляют, слегка касаясь края линзы. Точность совпадения должна быть не хуже 0,1 мм (по шкале) на диаметре линзы. Затем, наблюдая за кюветой сверху, проверяют концентричность края линзы и края сферической части кюветы. При необходимости устанавливают края линзы относительно горизонтальной линии шкалы. Затем переключают увеличение на 50х, устанавливают профиль линзы, наблюдаемый на экране так, чтобы горизонтальная линия проходила по краю оптической зоны линзы через деления, соответствующие выбранному значению координаты «X» на горизонтальной шкале. Для большинства линз это соответствует хорде 6 мм, за исключением линз для коррекции кератоконуса, где оптическая зона может составлять 5,0 мм, и сфероторических линз.
Сначала совмещают профиль с нужным делением горизонтальной шкалы, равным величине координаты «X», с одной стороны от вертикальной линии. Если с другой стороны профиль не совпадает с аналогичным делением, горизонтальной подвижкой столика прибора сдвигают профиль относительно шкалы на половину величины рассогласования в сторону нужного деления. Оставшуюся величину рассогласования компенсируют вертикальной подвижкой столика. Для уверенности ту же операцию проводят с другой стороны шкалы. После двух-трех таких переходов профиль будет поставлен в нужное положение для измерений. На индикаторе вертикального перемещения столика устанавливают с помощью подвижного упора расчетную величину координаты «Y» для заданного «X» и измеренного ранее значения радиуса кривизны оптической зоны Ro. Величина «Y» легко определяется по формуле:
где: Ro - радиус кривизны в оптической зоне;
X, Y - координаты профиля.
Такие расчеты удобно свести в таблицу с шагом по радиусу 0,02 мм. Затем, опуская столик, добиваются совмещения профиля с другим заданным значением координаты «X», например, 3,5; 4,0 и т.д. Последнюю контрольную точку рекомендуется брать не ближе 0,3 мм к краю линзы. Поскольку пределы измерений индикатора составляют 1,0 мм, в процессе измерений необходимо следить за тем, чтобы стрелка не переходила через предельное значение. Поэтому при значениях «Y» по индикатору, близких 0,8-0,9 мм, опускают столик до значения Y=1,00 мм, выворачивают подвижный упор ровно на 1 мм, устанавливая на индикаторе значение 0,000 мм. Теперь при снятии отсчетов необходимо писать не «0» целых, а «1». При этом измерения необходимо проводить не менее 5 раз.
По измеренным значениям можно восстановить технологические координаты для изготовления линзы или сравнить измеренные координаты профиля с расчетными. Если измеренные координаты больше расчетных, значит изготовленная линза крута и ее можно доработать. Если измеренные значения координаты «У» меньше расчетных -брак неисправим.
↑ Измерение толщины жестких линз
Линза устанавливается в кювету ПКЛ. Толщина измеряется по прямоугольной шкале при увеличении 50х. При этом одна из наблюдаемых на экране поверхностей совмещается подвижками столика с любым выбранным делением вертикальной линии шкалы вблизи вершины линзы. На глаз оценивают число целых делений и долю деления шкалы, если другая поверхность лежит между делениями. Для более точных измерений с любым делением вертикальной линии шкалы совмещают контур наружной поверхности линзы, устанавливают индикатор вертикального перемещения столика на «0». Затем, опуская столик проектора, с этим же делением совмещают другую поверхность линзы. По индикатору снимают отсчет толщины.
Обычно измерение толщины линз производится с помощью контактного толщиномера.
↑ Измерение параметров мягких контактных линз
Контроль геометрических параметров мягких контактных линз осуществляется на устройстве контроля мягких линз типа УКМЛ-1. Контролю подлежат следующие параметры:
• радиус кривизны внутренней оптической поверхности;
• общий диаметр линзы;
• толщина линзы по оптической оси и по краю;
• разнотолщинность линзы по краю.
Кроме того, оценивают чистоту сферических поверхностей линзы, посторонние включения и другие дефекты материала линзы, а также качество обработки краевой зоны линзы.
Перед измерениями необходимо приготовить физиологический раствор, пинцет, чистые салфетки и очищающий состав.
Линзу с помощью пинцета с мягкими браншами вынимают из контейнера для хранения и помещают на предметное стекло в левой части кюветы, заполненной физиологическим раствором. По изображению на экране определяют правильность положения линзы. При необходимости корректируют ее положение таким образом, чтобы она касалась опоры. Фокусировкой добиваются резкого изображения края линзы и шкалы на предметном стекле. Визуально по шкале определяют значение габаритного диаметра линзы и ее возможную асимметрию. Плавной перефокусировкой можно последовательно просмотреть отдельные участки поверхности линзы и ее краевой зоны на предмет наличия дефектов.
Затем линзу перемещают в правую часть кюветы и симметрично располагают ее на опоре в виде полого цилиндра с перемещающемся внутри него измерительным штоком. Наблюдения ведут на экране проектора. Плавно поворачивая рукоятку шкалы измерения радиуса, связанную со штоком, перемещают шток до момента касания его с внутренней поверхностью линзы. По шкале определяют значение радиуса кривизны.
Не изменяя положения линзы и штока, совмещают изображение вершины наружной поверхности линзы с началом шкалы измерения толщины на экране проектора. Затем линзу вынимают из кюветы и перекладывают в контейнер, а расстояние от начала шкалы до вершины штока укажет на толщину линзы по центру.
↑ Контроль сферических поверхностей контактных линз и их заготовок с помощью автоколлимационного измерителя радиусов (радиусоскопа)
В настоящее время в практике лабораторий контактной коррекции зрения для контроля сферических полированных поверхностей применяют в основном приборы двух моделей: отечественный измеритель радиусов ИЗР-60 и радиусоскоп фирмы «Nissel» (Англия), принципиальные схемы которых аналогичны и представляют собой схему микроскопа (увеличение около 100х) с автоколлимациоцным окуляром. Действие приборов этого типа основано на измерении расстояния между двумя положениями столика прибора, перемещающегося вдоль оптической оси, при которых предметная плоскость объектива микроскопа последовательно совпадает с вершиной измеряемой поверхности и с центром ее кривизны. При этом в окуляр прибора в каждом указанном случае можно наблюдать резкое изображение наводочной марки (креста). В отличие от ИЗР-60, в котором это расстояние измеряется по шкале, введенной в поле зрения прибора, в радиусоскопе «Nissel» отсчет ведется по стрелочному индикатору, установленному снаружи прибора.
Для измерения радиуса сферической поверхности необходимо совместить центр ее кривизны с оптической осью прибора. В противном случае при наводке на центр кривизны изображение наводочной марки может сместиться с центра поля зрения или вообще выйти за его пределы. В практике специализированных лабораторий автоколлимационные измерители радиусов (радиусоскопы) используют преимущественно для измерения радиусов вогнутых поверхностей. Измерение радиусов выпуклых поверхностей требуется только при наладке технологического оборудования.
↑ Измерение радиусов кривизны поверхностей линз и заготовок в жестком состоянии на приборе ИЗР-60
Процесс измерения состоит из двух этапов:
• совмещения центра кривизны измеряемой поверхности с оптической осью прибора;
• непосредственного снятия отсчетов.
Перед началом работы оператор должен увидеть резкое изображение шкалы, от-счетного индексами центрального кружка в окуляре прибора. При необходимости можно внести поправку на аметропию оператора вращением малого кольца на окуляре прибора, оцифрованном в диоптриях. Контролируемую заготовку кладут на столик прибора непосредственно на спутнике. Перед установкой готовой линзы на подставку надо нанести 1-2 капли воды для нейтрализации отражающего действия другой, неконтролируемой поверхности. Сначала проводят предварительное центрирование детали, причем оператор ориентируется по световому пятну, образованному на поверхности детали пучком света, выходящим из объектива, совмещая на глаз центр этого пятна и центр контролируемой поверхности. Вращая ручку грубого перемещения (большая ручка), находят первое изображение наводочной марки, соответствующее наводке на вершину поверхности. Это положение может быть в любом месте отсчетной шкалы в зависимости от толщины заготовки. Если изображение наводочной марки будет неярким, необходимо слегка подвигать столик прибора до получения максимальной яркости. Вращая ручку грубой наводки, следует слегка расфокусировать изображение марки так, чтобы при измерении вогнутых поверхностей шкала сдвигалась вниз, а при измерении выпуклых поверхностей - шкала сдвигалась вверх. Размытое изображение марки (светлое пятно) необходимо удерживать в центре поля зрения небольшими подвижками столика прибора, причем смещение столика нужно производить в сторону видимого в окуляр смещения пятна (пятно сдвигается вправо - столик надо двигать вправо; пятно сдвигается вверх - столик надо двигать от себя и т.д.). Ручку наводки надо вращать до появления второго изображения наводочной марки, которое также необходимо привести в центр поля зрения прибора указанными выше подвижками.
Для снятия отсчета необходимо, вращая ручку грубой наводки в противоположную сторону, добиться изображения первого креста и затем получить его наиболее резкое изображение, вращая ручку тонкой наводки (малая ручка). После этого устанавливают любое ближайшее целое значение по шкале, вращая большое кольцо на окуляре. При вращении этого кольца отсчетный индекс и маленький кружок в центре поля зрения будут перемещаться. После снятия отсчета, не сдвигая столика прибора, находят второе изображение марки и добиваются его наиболее резкого изображения, пользуясь ручками грубой и тонкой наводки. Снимают второй отсчет. Следует помнить, что цена деления шкалы прибора 0,02 мм, но чувствительность прибора настолько высока, что легко оценить измеряемую величину с точностью до половины деления. Далее берут разность отсчетов. Если первый отсчет был «0» - второй отсчет будет соответствовать измеряемому радиусу. Для большей уверенности в правильности измерений лучше повторить измерение 2-3 раза и взять среднее значение.
↑ Оценка астигматизма и качества поверхности линз
При контроле центральноторических поверхностей, а также для оценки астигматизма поверхности, т. е. различия в кривизне двух перпендикулярных меридианов поверхности, наблюдая в окуляр, находят изображение второго креста (наводка на центр кривизны поверхности) и добиваются резкого изображения одной из его линий. Если это не удается, поворачивают изображение марки или саму контролируемую деталь относительно корпуса прибора. В радиусоскопе «Nissel» имеется возможность поворачивать марку, в приборе ИЗР-60 нужно повернуть подставку для линзы, не вынимая ее из посадочного углубления. Получив резкое изображение одной линии, снимают отсчет. Затем, не меняя положения детали, перефокусируют изображение на резкость другой, перпендикулярной линии, и снимают второй отсчет. Разность отсчетов определяет астигматическую разность, характеризующую степень астигматизма в мм. Если при взаимном развороте марки и детали не удается получить качественное изображение наводочной марки, это означает, что контролируемая поверхность значительно деформирована или загрязнена.
Приборы ИЗР-60 и радиусоскоп «Nissel» являются, по сути, микроскопами с увеличением 75-100х. Поэтому при наводке на первый крест, то есть на саму контролируемую поверхность, удается оценить ее чистоту, так как в поле зрения прибора в этом положении столика четко видны дефекты поверхности (царапины, недополировка, грязь, капли жира и т.д.).
↑ Контроль рефракции линзы
При подборе контактных линз врач определяет так называемую заднюю вершинную рефракцию, то есть выраженную в диоптриях величину, обратную расстоянию от вершины задней (вогнутой) поверхности линзы до ее заднего фокуса. Для измерения этой величины в практике лабораторий используются диоптриметры ДО-2 и проекционный диоптриметр ДП-01. Обязательным условием при работе с этими приборами является совмещение вершины задней поверхности контролируемой линзы с задней фокальной плоскостью измерительного объектива. Несоблюдение этого условия вызовет погрешность измерения тем большую, чем больше величина несовмещения. Для фиксации требуемого положения линзы во время измерений в диоптриметре ДО-2 имеется специальный агатовый стержень, но вследствие малых размеров линз и малых радиусов кривизны задней поверхности вершина поверхности может не доставать до него (линза находится в положении выпуклостью вверх). Возникает погрешность, зависящая от радиуса линзы и ее общего диаметра. Разработаны специальные таблицы, вносящие поправки в измерения на диоптриметре ДО-2. Таблицы учитывают расстояние вершины вогнутой поверхности контролируемой жесткой роговичной контактной линзы от вершины опорного стержня диоптриметра :
где: Dф - фактическое значение задней вершинной рефракции контролируемой линзы, D;
Dи - измеренное значение задней вершинной рефракции (по шкале прибора), D;
а - расстояние от вершины опорного стержня посадочного гнезда диоптриметра до вершины вогнутой поверхности контролируемой линзы, мм.
Разница между фактическим и измеренным значениями рефракции превышает 0,25 D при ее измеренных значениях более ± 15 D.
При контроле рефракции в процессе изготовления, заготовку не отклеивают от оправок. Конструкция любого из известных диоптриметров не позволяет поместить спутник с заготовкой так, чтобы вершина ее задней поверхности совпала с фокальной плоскостью измерительного объектива диоптриметра. Поэтому рефракцию измеряют, перевернув оправку, определяя переднею вершинную рефракцию.
Измерение задней вершинной рефракции мягких контактных линз производится аналогичным образом, за исключением того, что линза предварительно осушивается промакиванием между двумя слоями батистовых салфеток. Продолжительность процесса измерения не должна превышать 10-15 секунд.
---
Статья из книги: Контактная коррекция зрения | Киваев А.А., Шапиро Е.И.

Комментариев 0