Технология изготовления контактных линз

Содержание:
Описание

В специализированных лабораториях страны для изготовления контактных линз используется как отечественное, так и импортное оборудование.
Комплект технологического оборудования включает в себя: прецизионные токарные станки для предварительной обработки (торцевание, предварительное кругление) заготовок; сферотокарные станки для обработки внутренней и наружной поверхностей линз (рис. 73, 74); полировальные станки для снятия шероховатости и улучшения чистоты сферических поверхностей линз (рис. 75); специальные станки для полирования края линзы и изготовления технологической оснастки.

Станки комплектуются специальными устройствами и приспособлениями, в которые входят: центрирующее устройство, наборы оправок и спутников для удержания заготовок контактных линз при их обработке, комплект деталей для изготовления полировальников.
В качестве режущего инструмента для обработки вогнутой, выпуклой и краевой поверхностей линз используются алмазные резцы специального профиля.
В состав технологического оборудования лаборатории должны входить также: термошкаф для отжига заготовок, электроплитка с терморегулятором для наклейки и центрирования заготовок на оправках, ультразвуковая ванна для промывки линз и магнитная мешалка для проведения процесса гидратации мягких контактных линз.
При обработке поверхностей контактных линз применяют следующие технологические материалы:
• составы для изготовления массы полировальника;
• полирующие суспензии;
• наклеенные материалы, используемые для закрепления и центрирования заготовок линз в процессе их точения;
• полировочная ткань.
В конце семидесятых и в восьмидесятых годах в нашей стране были разработаны, а затем применены на практике в лабораториях контактной коррекции зрения следующие материалы:
1. Составы для отливки полировальников, состоящие из тонкодисперсного абразивного порошка, парафина и полиэтиленового или полипропиленового воска.
2. Полирующая суспензия для обработки жестких линз при использовании полировальников, состоящая из специально приготовленного карбоната бария, глицерина и воды.
3. Полирующая суспензия для обработки мягких линз, состоящая из тонкодисперсной окиси магния и керосина.
4. Наклеенный материал (клеевая композиция) для закрепления и центрирования заготовок жестких и мягких линз на плоской металлической оправке в процессе точения линз, состоящая из модифицированной сосновой канифоли и парафина.
↑ Изготовление ЖКЛ методом точения
↑ Заготовительные операции
[banner_centerrs] {banner_centerrs} [/banner_centerrs]
Для изготовления жестких роговичных контактных линз из РММА используют цилиндрические заготовки диаметром от 12,0 до 12,5 мм и толщиной от 4,0 до 5,0 мм.
Заготовки указанных размеров можно получать из листового материала, применяя полый инструмент (трубчатые сверла или фрезы).
↑ Подготовительные работы
Перед изготовлением ЖКЛ из РММА производят отжиг заготовок с целью снятия внутренних напряжений в материале, приводящих к изменению размеров готовой линзы. Для этого заготовки помещают в лабораторный термошкаф, в котором устанавливается температура +130-135°С, где они находятся не менее 8 часов. Колебания температуры в термошкафу не должны превышать ± 5°С. Затем в течение последующих 8 -10 часов температуру в шкафу плавно снижают до комнатной (контроль за температурой осуществляется по термометру). После остывания заготовки извлекают из термошкафа и остаточные напряжения в них проверяют на полярископе по наличию цветовых узоров. Их наблюдение проводят со стороны цилиндрической образующей, т. е. перпендикулярно оси симметрии заготовки. При наличии остаточных напряжений процесс отжига повторяют. После отжига заготовки поступают в производство.
Для полирования поверхностей линзы готовят притиры-полировальники. Для изготовления их применяют специальный, разработанный отечественной промышленностью, полировочный материал ПМП-3 или ПМП-1. Полировочный материал ПМП-3 служит для полировки вогнутых поверхностей, а ПМП-1 - для полировки выпуклых поверхностей. Температура размягчения полировального материала 100-120°С. Возможно применение импортных материалов.
Для изготовления полировальника материал расплавляется в фарфоровой чашке до сметанообразного состояния. Латунный формообразующий цилиндр, надетый на специальную подложку, помещают на горячую электроплитку. Перед отливкой внутренние стенки цилиндра смазывают вазелиновым маслом. Затем форма заполняется расплавленным полировальным материалом. После остывания формы полировальник вынимают из цилиндра. Как правило, изготавливают одновременно несколько полировальников.
Технологический процесс изготовления жестких роговичных линз методом точения включает в себя следующие этапы:
• расчет технологических параметров обработки (радиусы, толщины, диаметры соответствующих поверхностей, подачи шпинделя сферотокарного станка), исходя из типоразмера изготавливаемой линзы;
• обработка габаритного диаметра и краевой зоны линзы;
• точение и полирование вогнутой поверхности линзы, ее контроль;
• точение и полирование выпуклой поверхности, ее контроль;
• полирование краевой зоны линзы;
• контроль геометрических и оптических характеристик линзы.
↑ Точение и полирование вогнутой поверхности
При помощи специального наклеенного воскового материала НВ-Н заготовка, из которой будет изготовлена линза, наклеивается и центрируется на предварительно нагретой на плитке стальной подложке. После остывания до комнатной температуры подложка с наклеенной заготовкой закрепляется в цанге станка для протачивания вогнутой поверхности линзы. В некоторых станках подложка не используется, а в цангу закрепляется сама заготовка.
Обработка начинается с протачивания заготовки до заданного габаритного диаметра линзы. Величина диаметра устанавливается при помощи соответствующего индикатора часового типа. Затем производится токарная обработка краевой зоны, и далее протачивается вогнутая поверхность линзы соответственно заданным параметрам.
Формирование многорадиусной поверхности проводится в соответствии с расчетными параметрами, указанными в «Таблицах технологических и контрольных параметров жестких роговичных контактных линз» (1981), или по данным фотокератометрии. Эти параметры содержат значения радиусов кривизны зон, величины подачи шпинделя, общего диаметра линзы и диаметра оптической зоны. Под подачей шпинделя подразумевается величина смещения заготовки вдоль ее оси в направлении оси поворотного суппорта.
Величина радиуса задается по индикатору часового типа, установленному на поворотном суппорте станка, а величина подачи контролируется по индикатору подачи шпинделя. Точение начинают с поверхности большего радиуса. Её обработка производится в несколько последовательных проходов с глубиной резания 0,2 мм для черновых и 0,05 мм - для чистовых. После этого на индикаторе подачи шпинделя устанавливается нулевой отсчет. Затем по индикатору поворотного суппорта устанавливают следующий по таблице (меньший) радиус точения, резец выводится из зоны резания, а шпиндель перемещается на заданную величину подачи. Последовательно проводится токарная обработка остальных поверхностей. Затем производят полирование.
Сначала подготавливают к работе полировальник. Для этого отлитую заготовку воскового полировальника устанавливают на сферотокарный станок (для выпуклых поверхностей), где протачивается рабочая поверхность полировальника требуемого радиуса.
Полирование проводится на специальном полировальном станке (одно- или многошпиндельном). Поверхность полировальника смачивается полировочной суспензией. Полирование вогнутой поверхности линзы начинают с оптической зоны. Периферийная зона линзы полируется на специальных полировальниках, смоченных суспензией. Время полирования - от 0,5 до 1 мин.
После полирования чистоту поверхности линзы проверяют с помощью бинокулярного микроскопа или лупы с увеличением 5-10х. Радиус кривизны оптической зоны измеряется на измерителе радиусов. На полированной поверхности не должно быть царапин, пузырей, выколок; поверхность должна быть гладкой, блестящей, без шероховатых участков. Радиус оптической зоны должен соответствовать заданному, в пределах установленного допуска. Если после контроля окажется, что указанные требования не соблюдены, то производят корректировку процесса обработки.
Проконтролированную заготовку снимают со стальной подложки путем нагревания на плитке до размягчения наклеечного воска. После этого ее тщательно очищают от воска. Затем толщиномером (индикатором) измеряют ее центральную толщину. Измеренное значение толщины учитывается при обработке внешней (выпуклой) поверхности линзы.
↑ Точение и полирование выпуклой поверхности
Радиус кривизны выпуклой поверхности можно рассчитать по следующей формуле:
где: r1 - радиус кривизны выпуклой поверхности, мм;
r2 - радиус кривизны оптической зоны вогнутой поверхности, мм;
D - вершинная рефракция линзы, в диоптриях; n - показатель преломления материала линзы;
t - толщина в центре линзы по ее оси, мм.
В зависимости от заданной рефракции рекомендуются значения центральной толщины от 0,1 до 0,5 мм.
На предварительно нагретую сферическую оправку с радиусом, соответствующим радиусу оптической зоны полуфабриката, наносят наклеечный воск и приклеивают полуфабрикат со стороны обработанной вогнутой поверхности. Центровку проводят на специальном центрирующем устройстве с точностью 0,02-0,04 мм.
После остывания оправка вместе с отцентрированным на ней полуфабрикатом устанавливается на посадочный конус сферотокарного станка для обработки выпуклой поверхности.
Рассчитанный радиус устанавливают по индикатору, расположенному на поворотном суппорте. С помощью другого индикатора, установленного на шпинделе станка, определяют толщину слоя материала, снимаемого при обработке. Точение выпуклой поверхности производится за несколько проходов (аналогично обработке вогнутой поверхности) до тех пор, пока в центре линзы будет достигнута заданная толщина.
Полирование выпуклой поверхности проводят специальным полировальником, смоченным полирующей суспензией, на полировальном автомате (одно- или многошпиндельном). Время полирования - от 2 до 5 минут (в зависимости от материала).
Чистоту оптической поверхности линзы контролируют с помощью бинокулярного микроскопа или лупы сразу же после изготовления линзы до снятия ее с оправки с центральным отверстием. Оптическую силу измеряют на диоптриметре. Если в процессе контроля оказывается, что результаты обработки не удовлетворительны, то производится корректировка процесса.
После окончания полирования и контроля оптики линзу снимают с оправки, очищают от наклеечного воска.
При изготовлении наружной поверхности линз отрицательной рефракции сначала протачивают сферическую поверхность с расчетным радиусом кривизны оптической зоны до заданной толщины по центру, а затем протачивают лентикулярную зону с заданной толщиной края до сопряжения с оптической зоной. Радиус кривизны лентикулярной зоны является расчетным и зависит от конструктивных особенностей линзы. При расчете следует иметь в виду, что толщина линзы по краю не должна превышать 0,2 мм, а диаметр оптической зоны наружной поверхности должен быть не менее 7,5 мм.
При изготовлении наружной поверхности линз положительной рефракции сначала протачивают сферическую поверхность расчетным радиусом до толщины по центру, превышающей требуемую на 0,03 мм. Величина радиуса зависит от толщины линзы по центру и по краю. Затем протачивают лентикулярную зону, начиная от края заготовки до расчетного диаметра оптической зоны наружней поверхности, который выбирается на 0,4-0,5 мм больше диаметра внутренней поверхности. По индикатору устанавливается расчетный радиус оптической зоны. Разворотом суппорта крепления резца и соответствующей подачей заготовки вершина резца совмещается с периферийным участком оптической зоны и производится обработка оптической зоны выпуклой поверхности. Полирование проводят на полировальном станке с помощью специального полировальника, смоченного суспензией.
Изготовление ГПЖКЛ проводится по той же схеме, но используются менее интенсивные режимы обработки и специальные составы для очистки и полирования этих материалов.
↑ Изготовление сфероторических жестких роговичных контактных линз
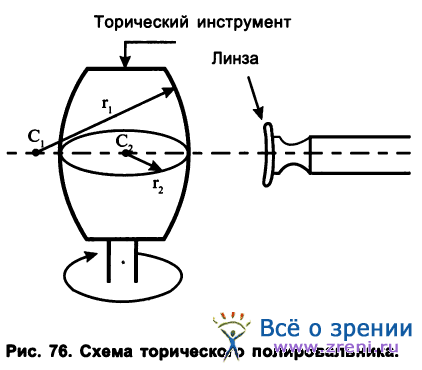
При обработке сфероторических линз сначала протачивается вогнутая сферическая поверхность линзы по методике, рассмотренной выше, а затем для получения торической поверхности на периферии производится ее обработка торическим инструментом (обычно шлифовальником и полировальником) с заданными радиусами кривизны поверхностей в двух взаимно перпендикулярных плоскостях (рис. 76). Количество подготавливаемых торических инструментов зависит от требуемого числа торических поверхностей на зоне уплощения (скольжения).
Для вытачивания шлифовальника используют специальный токарный станок, предназначенный для изготовления торического инструмента. При этом следует придерживаться следующих правил:
1. По разнице между радиусами в главных меридианах устанавливают поперечное смещение шпинделя относительно поворотного суппорта. Контроль перемещения ведут по индикатору часового типа. Например, для торического инструмента с радиусами 8,0/8,5 мм эта величина, называемая торической разностью, будет равна 0,5 мм.
2. Вращением поворотного суппорта протачивают заготовку инструмента на глубину не более 0,05 мм за каждый проход, до получения заданного радиуса, отсчитываемого по индикатору поворотного суппорта.
Затем изготовленный инструмент устанавливают в специальное приспособление («торическая вилка») полировального станка.
Подложку с проточенной заготовкой жестко закрепляют к поводку торической вилки. Затем поводок устанавливают в пазы вилки так, чтобы вогнутая поверхность заготовки опиралась на рабочую поверхность торического инструмента. Штырьком верхнего шпинделя полировального станка фиксируют поводок торической вилки. Вертикальным перемещением качающейся головки доводочного станка необходимо добиться такого положения заготовки, чтобы она перемещалась только в центральной части торического инструмента. Шлифование производится шлифовальным порошком М7 и М3 до получения заданного размера оптической зоны. Время шлифования зависит от соотношения радиусов линзы и торической разности инструмента. Контроль получаемого размера оптической зоны проводят с помощью измерительной лупы увеличением 10х.
Полирование торической периферической зоны производится на мягком полировальнике специальной полировочной пастой. Полирование оптической зоны проводится так же, как у осесимметричных линз.
↑ Изготовление мягких контактных линз

Комментариев 0